%20(1).png)
TECHNICAL WHITE PAPER
Author: Richard A. Milam | Organization: 5 Layers Deep | Lakeland, FL | March 2026
Membrane chlor-alkali cells operate at 3.0–3.5 V per cell against a thermodynamic minimum of 2.19 V. Of the 0.8–1.3 V per-cell overpotential gap, an estimated 100–300 mV is attributable to two mechanisms that current industrial practice does not address with any active, continuous intervention: gas bubble coverage of electrode surfaces, and dissolved gas supersaturation layers adjacent to those surfaces. These are fluid dynamics and mass-transfer problems, not materials problems — and they have been waiting for an engineering answer.
This paper describes two independent mechanisms that directly attack both losses, a practical retrofit architecture that applies them to existing electrolyzers without cell modification, and a set of supporting operational improvements that capture additional value from the same infrastructure. A provisional patent application establishing priority was filed March 2026.
The intent of this paper is not to present a finished product. It is to put a clear technical argument in front of the people who know these plants best, and to invite the conversation.
Individual membrane chlor-alkali cells — whether arranged in monopolar or bipolar (series-connected) configurations — operate at 3.0–3.5 V per cell. The theoretical minimum per-cell voltage is 2.19 V. Forty years of membrane chemistry improvement, DSA optimization, and cell design refinement have reduced some of those losses substantially. Two have not moved.
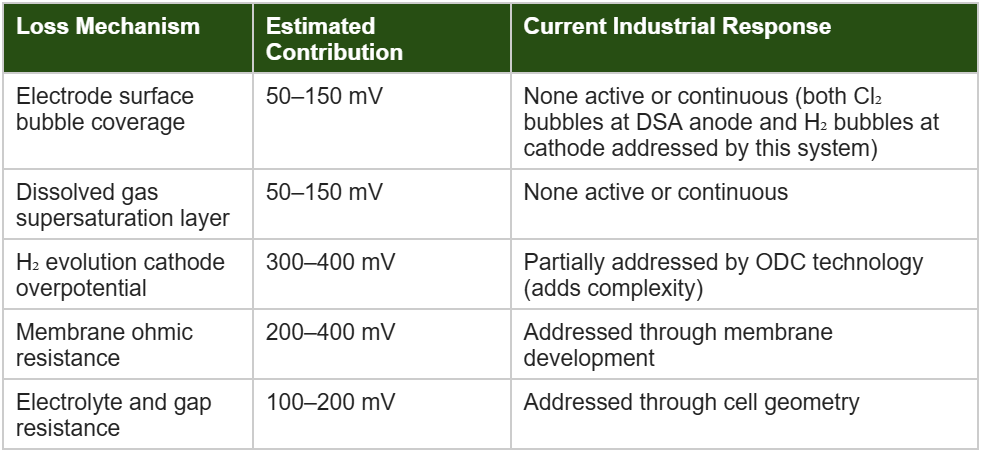
The top two rows share a common cause: gas forming at and near the electrode surface rather than in the bulk electrolyte. Both result from the same physical situation — dissolved Cl₂ and H₂ concentrating at electrode surfaces until nucleation occurs there, rather than migrating away and nucleating where it is less costly. Note also that H₂ bubble coverage at the cathode contributes to the H₂ evolution cathode overpotential in row three — the present system reduces that bubble-coverage component as well, so the 100–300 mV recovery estimate is conservative relative to the full cathode overpotential row. At industrial current densities of 3–6 kA/m² — common to both monopolar and bipolar cell arrangements — even 100 mV of recovered overpotential across a plant producing 200,000 t/y of chlorine represents approximately 16 million kWh per year (from Faraday’s law: 79 kWh/t × 200,000 t/y). At $50–$80/MWh — a realistic range for industrial power in North America and Europe — that is approximately $0.8–1.3 million per year from a single 100 mV recovery at one plant. Section 2.3 develops the full energy leverage and economic frame for both mechanisms.
The laboratory literature on ultrasound electrochemistry is extensive. Bubble removal and voltage reduction at 20–40 kHz have been demonstrated repeatedly in dilute electrolytes at ambient temperature. The industrial translation has failed every time it has been attempted on chlor-alkali cells, and the reason is specific and well-understood: at 20–40 kHz, the dominant mechanism in concentrated hot electrolytes is acoustic cavitation — violent bubble collapse generating local pressure spikes of hundreds of atmospheres. Those pressure spikes progressively ablate the RuO₂/IrO₂ DSA coating from the titanium substrate and damage the Nafion membrane microstructure. The benefit decays within weeks as coatings degrade.
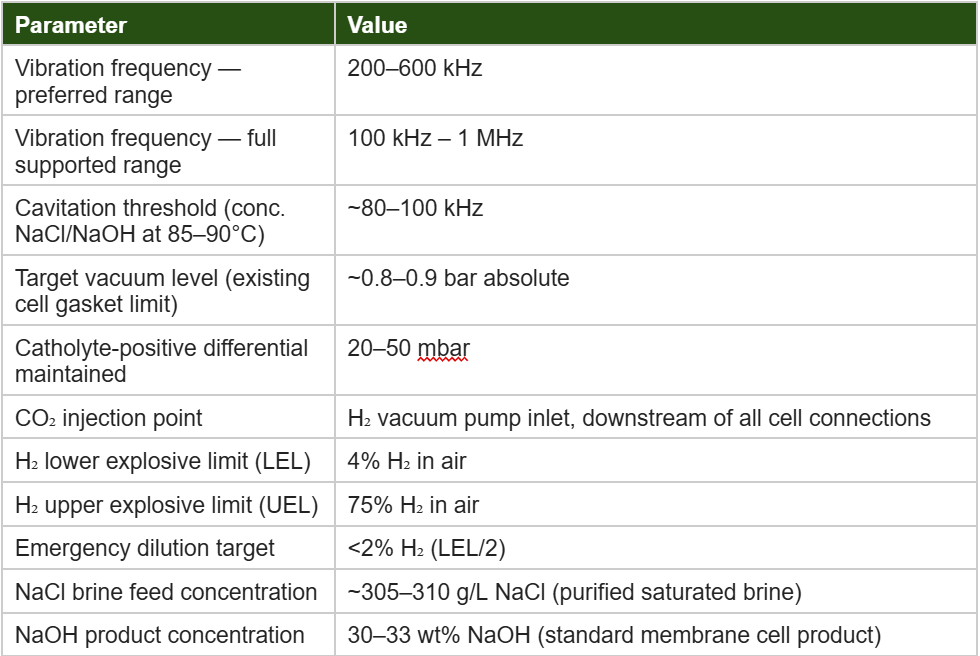
The physical insight that changes this is: the beneficial effect — acoustic microstreaming, a time-averaged net fluid flow that continuously refreshes the electrode diffusion layer — does not require cavitation. It requires frequency above the cavitation threshold. In concentrated NaCl/NaOH at 85–90°C, the cavitation threshold is approximately 80–100 kHz. Operate at 200–600 kHz and the mechanism shifts entirely to microstreaming. Displacement amplitudes at these frequencies are sub-micron at any useful power level. DSA coatings and Nafion are completely unaffected. The diffusion layer disruption and small-bubble formation benefit remains.
The argument in one sentence: Prior art operated below the cavitation threshold and got cavitation. This approach operates above it and gets microstreaming — same physics, different regime, different outcome for coatings and membranes.
Piezoelectric transducers operating at 200–600 kHz are bonded to the external copper current collector bus bars — accessible from outside the pressurized stack, requiring no cell disassembly. Acoustic energy propagates through the metallic cell structure to electrode surfaces throughout the stack. A single transducer installation covers a full electrolyzer unit, whether a conventional 30–80 cell mechanically clamped stack or a larger hydraulically compressed bipolar design with 100 or more cell pairs — the latter increasingly common in modern large-format installations. Hydraulic clamping systems maintain more uniform mechanical contact pressure at cell interfaces regardless of internal pressure conditions, which is favorable for consistent acoustic energy transmission from bus bar to electrode surface. The retrofit does not require cell modification of any kind.
The outcome is operator-selectable based on plant economics: reduced specific energy consumption at constant current density, increased current density at constant voltage, or increased NaOH product concentration. The mechanism addresses both electrode surface bubble coverage and diffusion layer thickness simultaneously.
Henry’s law is the physical basis here. Dissolved Cl₂ and H₂ concentrations at equilibrium in the electrolyte are proportional to the partial pressure of those gases above the liquid. At atmospheric operation, dissolved gas must reach 5–20× the equilibrium saturation concentration at electrode surface defects before nucleation occurs there. That supersaturation represents electrochemical work done but not converted — lost as heat.
By connecting simple tee-tap fittings to the existing anolyte and catholyte gas exit headers — no cell modification, no entry into the pressurized stack — and drawing both circuits to sub-atmospheric pressure with separate vacuum pumps, the equilibrium dissolved gas concentration drops proportionally. Gas that was accumulating at the electrode surface instead nucleates in the bulk electrolyte, rises by buoyancy, and is drawn toward the pump. The electrode surface clears of gas coverage by a fundamentally different mechanism than vibration: prevention rather than removal.
The two mechanisms are additive. Vibration removes bubbles already at the electrode surface and disrupts the diffusion layer. Vacuum reduces the thermodynamic driving force for bubble formation there in the first place. Both are active simultaneously from the same retrofit infrastructure. The vacuum system can additionally be operated in a pulsed mode — brief periodic pressure reductions timed to current density cycles — providing dynamic electrode surface disruption beyond continuous vacuum alone; this is an operator-tunable parameter within the same control architecture.
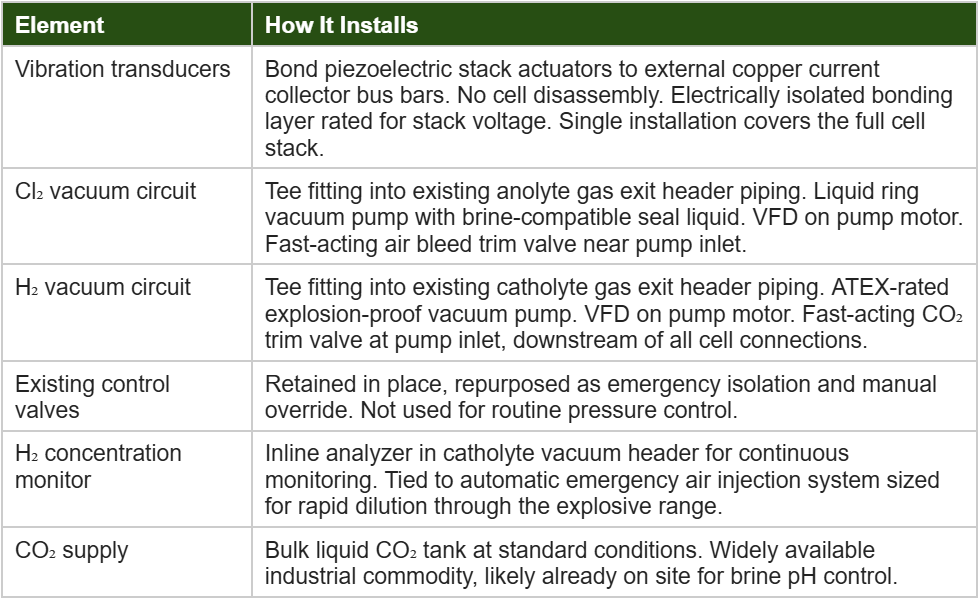
Retrofit path: Tee fittings on existing gas exit headers. Liquid ring vacuum pump on the Cl₂ circuit (brine-compatible seal liquid). ATEX-rated explosion-proof pump on the H₂ circuit. No cell modification at any point.
Safety note: Maintaining both circuits at reduced absolute pressure simultaneously preserves the net mechanical stress on the membrane. The membrane is loaded by the differential between anolyte and catholyte pressure, not by absolute pressure. That differential remains at its normal 20–50 mbar, actively controlled.
Membrane hydration: industrial Nafion membranes require continuous liquid contact on both faces at operating temperature (80–90°C). Existing cell designs maintain only 20–50 mm of liquid level above the membrane top edge. ⚠ Important — new hazard specific to this retrofit: If vacuum continues running after liquid feed is interrupted it can actively evacuate cell liquid faster than gravity drainage — a hazard not present in conventional atmospheric operation. The startup and shutdown control sequences address this explicitly: vacuum pump speed is automatically reduced on loss of electrolyte feed flow, and liquid level monitoring provides both a vacuum setpoint optimization signal during normal operation and a safety interlock that raises absolute pressure if liquid level falls below the membrane hydration threshold.
Gasket limits and leaker isolation: existing cell gaskets are designed for positive internal pressure and achieve practical vacuum levels of approximately 0.8–0.9 bar absolute before air ingress becomes significant. Individual cells exceeding an acceptable leakage threshold can be isolated from the vacuum circuit — that cell continues electrolysis at near-atmospheric pressure while all remaining cells operate under vacuum-assisted conditions, preserving energy savings across the non-leaking cell population without requiring plant shutdown.
Forward compatibility: modern large-format bipolar electrolyzer designs using hydraulic compression systems actively maintain clamping force independently of internal pressure conditions. Provided gasket materials are selected for vacuum service — a specification change rather than a structural redesign — hydraulically clamped designs are inherently more amenable to deeper vacuum operation than bolt-clamped retrofits, and may be vacuum-capable with current-generation gasket materials. This suggests that the deeper vacuum levels and correspondingly larger energy savings that are out of reach for existing atmospheric-service gaskets are accessible to modern plant designs without a fundamental engineering barrier.
The physics of both mechanisms is well-grounded, but the question a plant engineer will ask first is a practical one: how does the power going in compare to the energy saved, and what does that mean in dollars? The following estimates use published electrochemistry data and Henry’s law; they are design-basis figures that a pilot program would confirm and sharpen for a specific installation.
Piezoelectric stack actuators operating at 200–600 kHz achieve 85–95% electrical-to-mechanical conversion efficiency. The acoustic intensity required to produce effective microstreaming — well below the cavitation threshold — is in the range of 0.1–1 W/cm² of transducer face area. A representative monopolar electrolyzer unit running at 5 kA/m² with 60 cells and 2.7 m² of electrode area per cell carries approximately 13,500 A at roughly 3.2 V per cell, consuming around 2.6 MW of DC electrical power. The transducer area required to serve that stack acoustically — bonded to the bus bars, not to the full electrode area — is on the order of 0.1–0.5 m², placing acoustic input power at 1–10 kW for a whole cell stack. That is well under 1% of cell electrical consumption as the acoustic power input.
On the savings side: the industry standard metric is kWh per tonne of Cl₂ produced, with modern membrane cell plants benchmarking at approximately 2,500–2,700 kWh/t Cl₂. Each 100 mV of per-cell voltage reduction at 5 kA/m² saves approximately 79 kWh/t Cl₂ — roughly 3% of specific energy consumption (derived from Faraday’s law: V_saved × 2F / (CE × MW₂ × 3600) × 1000 = 0.1 × 2 × 96,485 / (0.96 × 71 × 3600) × 1000 ≈ 79 kWh/t, where the factor of 2 is the electrons transferred per molecule of Cl₂ produced, F = 96,485 C/mol is Faraday’s constant, CE = 0.96 is current efficiency, and MW(Cl₂) = 71 g/mol). For the representative 60-cell stack with 2.7 m² electrode area per cell, recovering 100 mV corresponds to approximately 81 kW of electrical saving (0.1 V × 5,000 A/m² × 2.7 m² × 60 cells) against perhaps 1–10 kW of acoustic input: a net energy leverage ratio of 8–80× even at conservative assumptions, before accounting for vacuum-assisted savings.
The vacuum mechanism has a more direct quantitative basis because Henry’s law is exact. At atmospheric operation (1.0 bar absolute), equilibrium dissolved Cl₂ concentration in concentrated brine at 85°C is approximately 0.6–0.8 mol/L — lower than at ambient temperature because solubility decreases with increasing temperature and NaCl concentration, which is favorable for this application. At a target operating vacuum of 0.85 bar absolute, the equilibrium dissolved Cl₂ concentration drops to approximately 0.51–0.68 mol/L: a 15% reduction from atmospheric. The same proportional reduction applies to dissolved H₂ in the catholyte.
The more important consequence is the reduction in the supersaturation barrier for bulk nucleation. At atmospheric conditions, electrode-surface nucleation requires dissolved gas concentrations of approximately 5–20× the equilibrium value at electrode surface defects — that supersaturation represents electrochemical work done but not converted, dissipated as heat. Under vacuum, the equilibrium dissolved concentration is lower, so the absolute concentration at which bulk electrolyte nucleation occurs is also lower. Gas that was previously maintained in solution right up to the electrode surface now nucleates earlier in the bulk, rises by buoyancy into the gas headspace, and is drawn toward the vacuum pump. The electrode surface is cleared by prevention rather than removal, and the wasted supersaturation work is reduced proportionally to the pressure reduction.
As absolute pressure is reduced further toward the flash point of the electrolyte at operating temperature, the nucleation mechanism transitions from dissolved-gas supersaturation relief toward incipient boiling — both promote gas formation in the bulk rather than at the electrode surface, and both contribute to energy savings. The practical limit is set by the liquid level and membrane hydration constraints described in Section 2.2. Within those constraints, the energy saving scales with the pressure reduction: a conservative 15% reduction in dissolved gas at 0.85 bar, deepening as vacuum increases within the structural limits of the cell design.
Combining both mechanisms conservatively — recovering 50 mV from vibration-assisted bubble removal and 30–50 mV from vacuum-assisted bulk nucleation, against the estimated 100–300 mV available — yields a combined voltage saving of 80–100 mV per cell, corresponding to 63–79 kWh/t Cl₂ (at 79 kWh/t per 100 mV from Faraday’s law). At a plant producing 200,000 t/y of chlorine, that is 12.6–15.8 million kWh per year of avoided electricity consumption. At power costs of $50–80/MWh — a realistic range for industrial users in North America and Europe — the annual saving is approximately $630,000–$1,260,000. A more optimistic but still physically reasonable recovery of 150 mV combined (119 kWh/t) yields approximately 23.8 million kWh per year and $1.2–1.9 million per year at the same plant scale.
These are pre-pilot estimates, and the white paper does not claim precision. What the estimates do establish is that the mechanism is worth measuring: even at the conservative end of the range, the annual electricity saving at a medium-sized plant exceeds what would be a reasonable capital cost for a non-invasive retrofit with no cell modification. The pilot program converts these estimates into plant-specific measured values — and the numbers above give the reader a basis for estimating the value at their own plant using their own power tariff before the pilot conversation begins.
The two core mechanisms above require some engineering to operate safely and stably. None of it is exotic, but it is worth noting because it affects retrofit scope and operating practice.
Conventional chlor-alkali plants manage gas circuit pressure with Masoneilan-type characterized cage valves on the exit headers — a passive back-pressure approach. Under vacuum operation, a more responsive architecture is needed. The existing valves are retained as backup and emergency isolation devices. A variable-frequency drive on each vacuum pump motor handles steady-state pressure and differential setpoint control. Fast-acting trim valves — one per circuit — handle transient disturbances the VFD layer cannot catch in time. The result is tighter differential pressure maintenance with faster disturbance rejection than single-layer valve control, and it is the architecture that makes vacuum-assisted operation safe for existing membrane designs.
Current practice uses nitrogen to trim catholyte circuit pressure during steady-state operation and to pre-pressurize the circuit at startup. Nitrogen has one serious consequence: it is essentially inseparable from hydrogen by economical methods. N₂ contamination of the H₂ product stream is the primary reason hydrogen recovery is uneconomic at smaller plants, where the PSA or membrane purification infrastructure to remove it is not justified.
Carbon dioxide serves the same steady-state trim function and is readily separable from H₂ by condensation, water scrubbing, or amine scrubbing — straightforward, low-cost unit operations. CO₂ is injected downstream of all cell connections, near the H₂ vacuum pump inlet, so bulk gas flow from the cells prevents any back-diffusion toward the catholyte compartments. This matters: CO₂ contact with concentrated NaOH at cell conditions would form sodium carbonate deposits on cathode and membrane surfaces, and the injection point location prevents this entirely. Two additional technical points reinforce the selection: first, CO₂ and H₂ can in principle react via the Sabatier reaction, but that reaction requires heterogeneous catalysts and temperatures above 300°C — neither condition is present in the wet H₂ header at 85–90°C with no catalytic surfaces, and the reaction does not occur at any measurable rate under application conditions. The thermodynamic equilibrium strongly disfavors methanation below approximately 200°C even with a catalyst present, and the reaction rate without catalytic surfaces at 85–90°C is immeasurably slow — consistent with the absence of any reported Sabatier conversion in industrial CO₂/H₂ mixed streams at comparable temperatures. Second, CO₂ is detectable at parts-per-million levels by non-dispersive infrared (NDIR) analyzers; unexpected CO₂ in the H₂ product stream above the baseline trim valve level provides an early diagnostic indicator of process upsets or valve integrity issues — a capability that nitrogen, which blends invisibly with any air contamination, cannot provide.
Nitrogen is not eliminated from the system. It remains in its emergency and plant-trip protection role — that function is separate, independent, and unchanged. What is replaced is the continuous steady-state trim and routine startup pre-pressurization via the vacuum systems and where CO₂ performs the trim function while being removable from the hydrogen product.
The commercial consequence: Eliminating nitrogen from steady-state H₂ circuit operation changes the hydrogen product quality picture at plants where N₂/H₂ separation was previously uneconomic. PSA purification, fuel cell feedstock, and specialty gas applications become accessible at a wider range of plant sizes.
Both vacuum pumps discharge above-atmospheric pressure gas — compression is inherent to their operation. Chlorine from the anolyte pump discharge can be returned directly to the main Cl₂ product header. Hydrogen from the ATEX catholyte pump discharge is at above-atmospheric pressure and higher purity than the conventional catholyte exit header stream, making it suitable for direct PSA feed, fuel cell use, or HCl synthesis without a separate compression stage. These are economic bonuses from infrastructure that exists for the primary efficiency purpose, not additional capital investments.
The practical retrofit sequence for an existing plant is worth describing concretely, because the non-invasive nature of the approach is a significant part of the value proposition.
The physics is well-defined and the retrofit architecture is specified. The next step is industrial measurement. These are the specific questions that a pilot program would answer:
5 Layers Deep is an independent technology development company founded by Richard A. Milam in Lakeland, Florida, focused on applying first-principles engineering to long-standing industrial process problems. The chlor-alkali work described here is one of several co-pending technology programs in electrochemical manufacturing, including ultra-high-purity phosphoric acid production and semiconductor fabrication process chemicals.
We are actively seeking technical dialogue with electrolyzer designers and suppliers, chlor-alkali plant engineers and operations managers, and parties interested in piloting or licensing elements of this system. The intent is to move from priority date to demonstrated industrial validation — in partnership with the people who know these plants best.
Contact: Richard A. Milam | 5 Layers Deep | Lakeland, FL | USPTO Customer No. 227255
Patent status: Provisional App. No 64/017,647 filed March 26, 2026. Provisional application is available upon request.
Inquiry: Technical discussion, pilot program inquiry, and licensing interest welcome.
This document describes technology covered by provisional patent application filed March 26, 2026, USPTO Customer No. 227255 (Richard A. Milam). Provided for technical discussion purposes. Reproduction without permission is not authorized.